




想要直观了解弯管中频弯管匠心制造产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:弯管中频弯管匠心制造的图文介绍

全自动弯管机在日常使用中如何避免故障 在使用过程中,任何一台机器都会遇到这样或那样的问题,全自动弯管机也不例外,我们首先考虑的是如何解决,如果能把一些经常遇到的问题整理一下,这样以后解决问题的时候就有章可循了。 在日常使用中,全自动弯管机会常出现什么问题?实际上,这些问题我们早在之前的文章中就有提到,往往出现问题的地方就是液压区,因为机器在弯曲管子时,管子用金属圆锯切割会留下许多小铁销。这类铁销如不清理干净,就直接拿到弯管机加工弯管,而许多弯管机的模具都有芯棒来弯曲,因为怕饱满度不够高,所以会出现起皱、塌陷等现象。 因此,当弯管机将管材插入芯棒时,这些小铁销就会掉下来,而那些未清理干净的铁销则会掉进机身内部的油箱里,众所周知,液压弯管机使用油泵输入液压油,依靠电磁阀提供液压动力。因此,这些铁销进入油箱后,大部分都会被进油管内的过滤网过滤掉,但也会有一小部分铁销进入油泵内,这样,被吸入进油泵的铁销就会进入电磁阀内,这些铁销由于不能在电磁阀内流动而产生液压电磁阀堵塞,而液压油不能流动这样会出现相应的动作,从而导致液压弯管机不能正常工作。 即使出现这种现象也不必慌张,只要按照控制面板上的按键来手动地按下某个动作,再看电磁阀上的指示灯看一下,看看哪个电磁阀不工作了,再关机。再用一个4mm的内六角扳手,将电磁阀拆下固定在油板上。在用洁净的煤油清洗电磁阀后,用将内燃机内部吹净,将内燃机内的铁销清洗干净后,再安装上去就可以解决了。

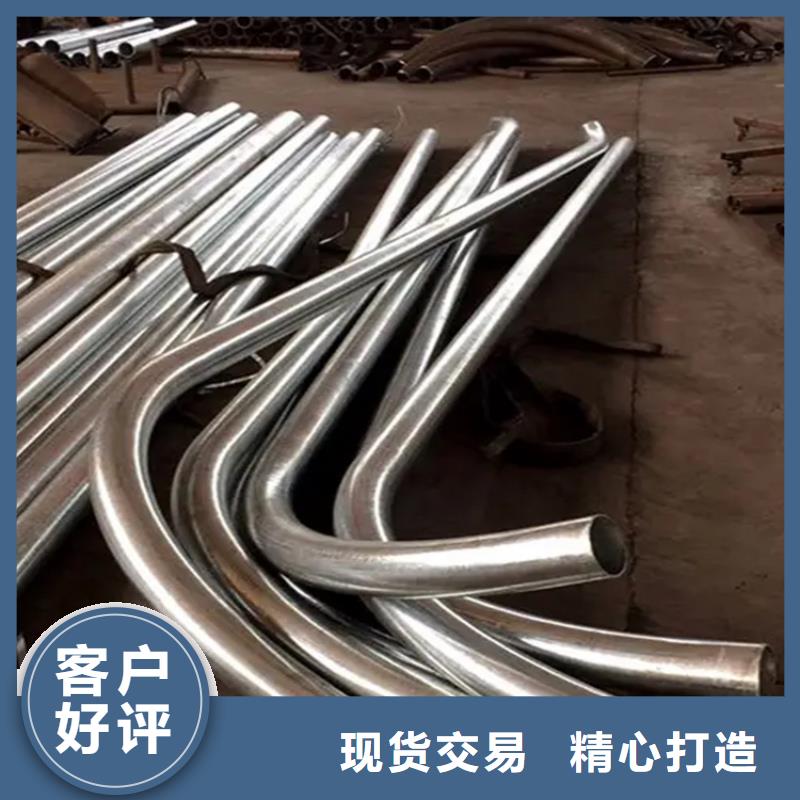
在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!


对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。 对弯管加工工艺的选择有哪些差距 因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。 在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。 那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。



的 中频弯管生产制造能力,让您省心
①现代化高科技生产,配有先进生产 中频弯管设备及检测仪器
②公司合作有多处生产基地供货以确保订单完成率
③ISO9001国际化生产流程管理,致力于成为国内 中频弯管设计、研发、制造、生产基地

