



联系我们

圆钢不锈钢焊管自主研发
更新时间:2025-05-23 02:23:15 ip归属地:铜川,天气:多云转阴,温度:8-24 浏览次数:1 公司名称:天津 太钢旭昇金属材料销售有限公司(铜川分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 80 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 鞍钢 东北特钢 |
| 规格 | 齐全 |
| 加工 | 切割 |
| 数量 | 充足 |
| 运费 | 电议 |
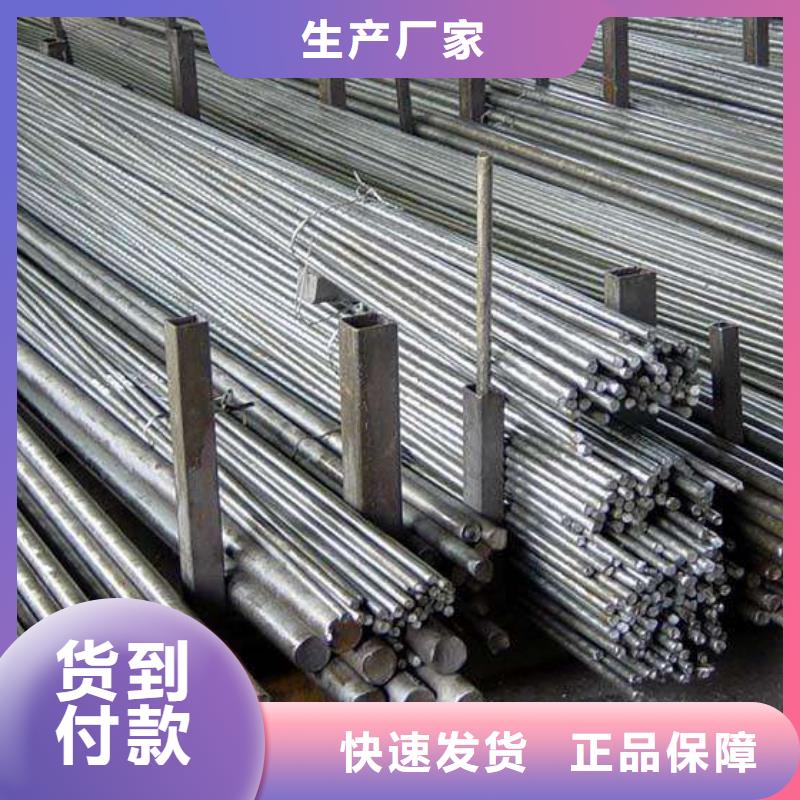




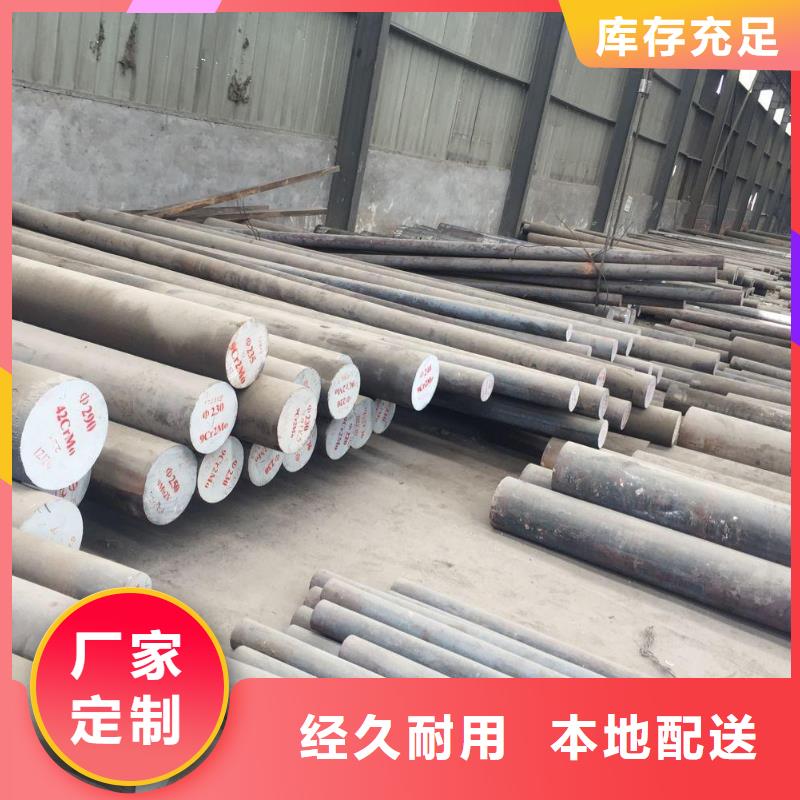


公司主要经营不锈钢、合结钢、模具钢、轴承钢、齿轮钢、高速钢、碳结钢、碳工钢、合工钢、碳素钢、易削切钢、合金钢钢、不锈钢圆钢等。部分现货:20/35/42CrMo圆钢Φ28-Φ400、20/40CrNiMo圆钢Φ50-Φ280、20/40CrNiMo圆钢Φ300-400、40Cr2Ni2Mo2圆钢Φ80-Φ400、36CrNiMo4圆钢Φ130-Φ180、38CrMoAl圆钢Φ50-Φ500、12CrMoV圆钢Φ16-Φ180、20/40Cr圆钢Φ14- Φ300、9Cr18MoV圆钢Φ25-Φ80、25Cr2MoV圆钢Φ14-Φ150等。
合金圆钢材质:10#、20#、35#、45#、Q215-235、20Cr、40Cr、20CrMo、35CrMo、42CrMoA、40CrNiMoA、GCr15、65Mn、50Mn、50Cr、40Mn2、3Cr2W8V、20CrMnTi、5CrMnMo15CrMo、42CrMoA、20CrNiMo、40CrNiMoVA、45CrNiMoVA,40Cr2Ni2Mo2、36CrNiMo4、38CrMoAl、12CrMoV、9Cr18MoV、25Cr2MoV、5CrNiMo、5CrMnMo、Cr12MoV、H13、3Cr2W8V、Cr12、1Cr13、2Cr13、3Cr13、16Mn (Q345B)、Y15、Y35、YF20-40MnV、GCr15、T8、T10、T13、9Cr2Mo、65Mn、40-50CrV、60Si2Mn/50Mn、20CrMnTi、20CrMnTiH、W6Mo5Cr4V2、W18Cr4V、9SiCr、CrWMn、6CrW2Si、5CrW2Si等
不锈钢圆钢材质: 1Cr17Ni7(301)、0Cr18Ni9(304)、1Cr18Ni9Ti(321)、316、316L、309S、310S、 0Cr13、1Cr13、2Cr13、3Cr13不锈钢圆钢
圆钢的表示方法是直径X长度,例如φ50X3000。是指直径为50mm长度为3米的圆钢。



40cr圆钢焊接工艺:
根据40Cr圆钢的焊接特点及其技术要求,做好以下几点。
1、预热与点固焊。
用大号气焊枪对焊接位置预热,但预热温度不宜过高,大约200。C即可。然后用≠3.2结507电焊条,焊接电流100A进行点固焊,焊点要长一些。
2、采用多层、多道焊法,以减缓焊缝及热影响区的冷却速度,防止产生淬硬组织。
3、采用短弧焊,焊条作小划圈摆动。收弧要慢,弧坑要填满,每焊完一遍要认真清理焊渣。检查确无气孔、裂纹、夹渣等缺陷后,再焊接下一道。
4、每层焊道接头之间要错开30mm以上。整个施焊过程均为连续焊接,不得中断,表面焊缝不得咬肉,要高出主轴平面2~3mm,以保证加工后的使用强度和光洁度。
40cr圆钢焊接注意事项:
1、焊接时不要在主轴焊口外侧乱引弧和熄弧。
2、焊接场所要在室内,不要在风口处焊接。
3、焊后立即用大号气焊枪把焊口温度加热到400℃以上,再随室温冷却。然后划线找正,在机床上按原尺寸加工。



我司是一家面向全国客户销售批发: 不锈钢焊管、 不锈钢焊管, 不锈钢焊管等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。


广州市场价格上行主要受到以下因素影响:1、外围市场价格趋强,示范效应明显,并推动区域价差缩小;2、本地主导钢厂积极推涨,如:韶钢就多次调价,累计涨幅惊人;3、自10月下旬开始,下游需求旺盛,螺纹钢部分规格货紧价扬;4、外地资源到货量不及预期,社会库存处于消化阶段。综合来看,目前,下游需求不错,钢厂强势推涨,贸易商心态较好,如果没有利空突袭,预计短期内广州市场价格还会强势运行。
国内大部分圆钢出厂价格上调,其中华东地区部分钢厂多次上调,累计涨幅较为可观。受环保限产影响,近期钢厂产量下滑,市场供应出现阶段性短缺,出厂价格主动推高,拉动市场整体走强。
据中钢协统计数据显示,2019年10月中旬重点钢企粗钢日均产量195.37万吨,旬环比增加6.48万吨,增长3.43%。2019年10月中旬重点钢铁企业钢材库存量为1326.92万吨,旬环比增加80.41万吨,上升6.45%。具体到建材方面,近期河北、山东、安徽、江苏等地产量均有不同程度的减少。



尽管圆钢市场当前面临下游需求释放缓慢、去库存压力沉重,大棚钢管供应也在不断增加,钢厂内部库存增加至1700万吨以上高位预示着其后期会加大去库存力度。但是雾霾引发钢厂在年后复产夭折,减产、检修范围扩大,短期产量不会有明显反弹。进入3月中下旬以后,需求释放有望加快,钢价或将伴随去库存行情开始回升这在一定程度上打压了市场心,期货市场更是下跌明显。如果房价果真开始下跌,银行对地产贷一定会有所限制。这无疑会促使房地产市场进一步走弱,进而影响螺纹钢的需求,导致螺纹钢价格更加萎靡。高企的库存外加需求疲软,使得圆钢价很难走出强力的反弹行情。虽然从现货市场、库存压力以及资金角度看,钢价都压力重重,不过3月马上就要来临,且从当下的钢市情况来看,下游需求已相继恢复,整体采购量较前期是有一定的转好,从目前的钢市的供需面来看,大棚钢管钢价向下调整空间仍未结束。
